
1旋转斜楔工作原理
旋转斜楔如图1所示,旋转凸模9同时起到旋转轴和活动凸模作用,旋转凸模9的外周为圆柱面,与安装座10的内侧圆柱面滑动配合,旋转凸模9的左右侧面安装固定侧导板,起轴向限位与导向作用,旋转凸模9在回程元件(气缸、氮气弹簧或普通矩形弹簧等)的驱动下旋转。
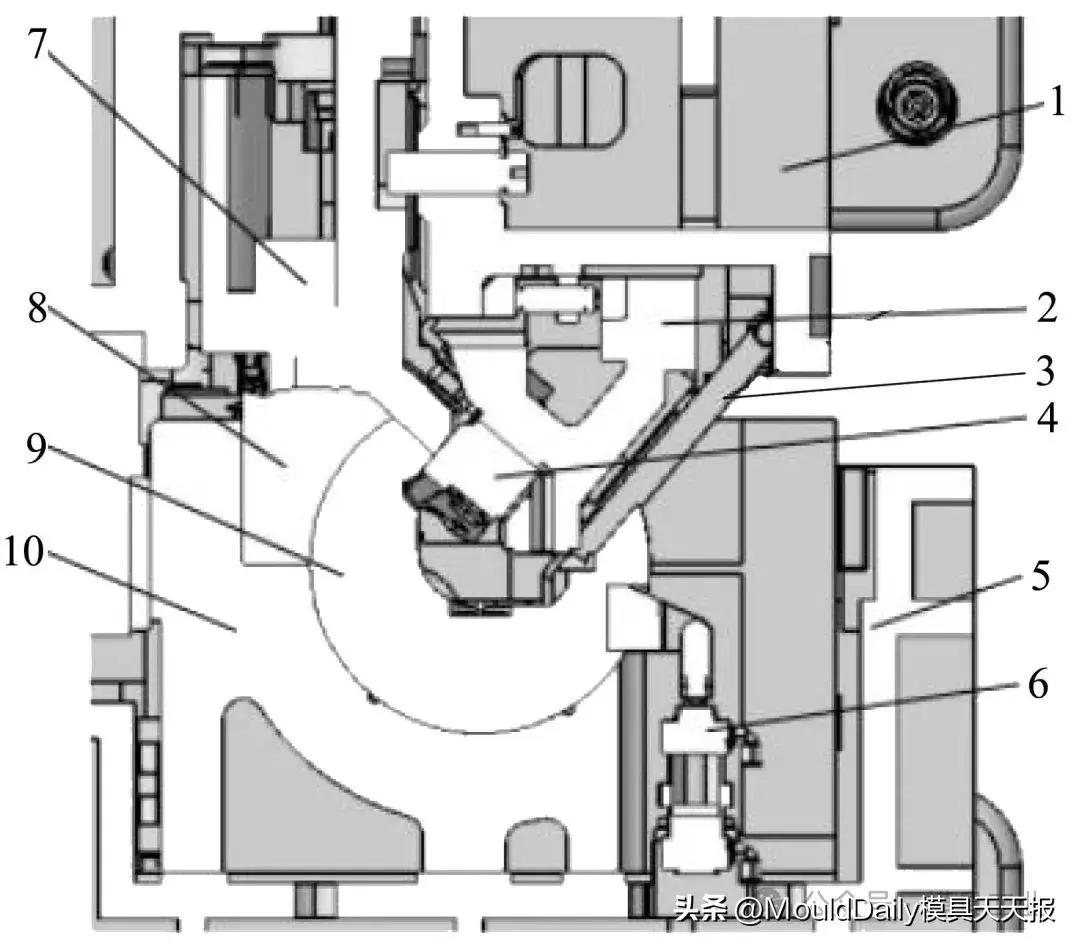
图1 旋转斜楔结构
1.上模 2.滑块 3.滚轮式预驱动机构 4.刀块 5.下模 6.气缸 7.压料板 8.凸模盖板 9.旋转凸模 10.安装座
旋转斜楔的工作过程包括送进板件、旋转凸模复位、压料板压料、侧翻边侧整形冲压、旋转凸模回退、取走板件6个阶段。首先通过机械手或人工送进板件,板件与凸模贴合;旋转凸模在回程元件的驱动下旋转,直至其型面与固定凸模型面平齐;上模下行,压料板压紧板件;悬吊斜楔的滑块与下模驱动面接触,滑块沿侧冲压方向运动,安装在滑块上的刀块与板件表面接触,开始侧翻边侧整形,直至下止点完成侧翻边侧整形;上模上行,压料板及滑块回程,旋转凸模回退,取走板件,完成一次工作周期。
设计旋转斜楔时需注意:为了防止压料板压到旋转凸模导致其回转造成板件变形的风险,设置滑块行程时需优先保证滑块接触并压紧旋转凸模后,压料板才开始压料;当旋转凸模旋转回退后,驱动滑块与水平面的夹角大于75°时,需设计预驱动机构,确保旋转凸模旋转回退后,上模滑块开始接触驱动导板,避免因旋转凸模未回退导致与上模滑块碰撞而损坏模具。
2旋转轴位置分布
旋转斜楔设计前,需先确定旋转轴位置,旋转轴位置设置合理是保证旋转凸模回退过程不干涉板件以及保证旋转斜楔和凸模盖板强度的前提。设计开始后如改变旋转轴位置,则整个斜楔结构都要跟着调整,造成较大的返工量。
确定旋转轴位置的方法:首先在板件的侧翻边侧整形区域选取几处截面,如图2所示的截面UU、VV、XX、YY等,截面垂直于旋转斜楔的旋转轴(旋转轴又与侧冲压方向垂直)。在每一处截面上,70 mm左右宽度的型面范围内选取几个关键的曲率拐点,如图3所示的点C、E、G,分别过点C、E、G做截面线的法线CD、EF、GH。图3中点A为板件的翻边面的外轮廓线与截面的交点,过点A做法线AB,直线CD、EF、GH右下方的重叠区以及与直线AB左下方的重叠区即为此截面的旋转轴位置的分布区域,选取各处截面的旋转轴位置分布区域的共同重叠区即为旋转斜楔旋转轴位置的分布区域。
图2 板件(汽车背门外板)
图3 旋转轴区域示意图
3旋转凸模半径及旋转回退角度
旋转凸模半径的设定:在确保旋转凸模及凸模盖板的强度、旋转凸模型面宽度50~100 mm(优先做到100 mm)、并控制旋转凸模旋转回退角度在30°以内以确保送取料不干涉凸模盖板的情况下,尽量将旋转半径设计为最小,一般控制在R250 mm以内,以利于紧凑化设计和旋转凸模加工制造。
旋转凸模与上模滑块截面如图4所示,滑块与刀块需占据最小宽度b约为150 mm;旋转凸模前部厚度d需控制在40 mm以上;旋转凸模后部不能太尖薄,夹角α需35°以上;旋转凸模型面宽度e需50~100 mm;凸模盖板与旋转凸模搭接处不能太尖薄,夹角β需15°以上。取料过程中凸模盖板需与板件避让5 mm以上,即g>5 mm。基于上述条件要求,可以绘制旋转凸模的外圆及初步得到旋转轴位置。
图4 旋转凸模与上模滑块截面
旋转凸模回退后与板件避让如图5所示,旋转凸模绕旋转轴旋转回退后,与板件的翻边面外轮廓的避让值f>5 mm,可以得到旋转凸模的旋转回退角度。旋转回退角度需控制在30°以内,如果过大,需适当调整旋转凸模半径及旋转轴位置。
图5 旋转凸模回退后与板件避让
因旋转轴位置的分布是根据选取的几处截面部位设置得到,并不能完全确保所得到的旋转轴位置的分布区域是正确的。因此设定旋转凸模半径和旋转轴位置后,需初步设计旋转凸模简图,模拟旋转凸模旋转回退过程是否会干涉板件,一般将旋转凸模按照0.1°、0.2°、0.5°、0.7°、1°、1.5°、2°、5°、7°、10°、15°、20°、25°、30°逐一旋转并检查,如果有干涉,旋转轴位置还需在其分布区域内适当调整,直至旋转凸模旋转回退过程不干涉板件。调整过程可以在干涉部位增加截面,重新设定旋转轴位置的分布区域,重新调整旋转轴位置及旋转凸模半径。
4不同结构类型的旋转斜楔
4.1 中型与大型旋转斜楔
图6所示为中型的旋转斜楔,长度为1 m左右,应用于汽车背门外板侧翻边侧整形。大型旋转斜楔长度为2.5 m左右,如图7所示,应用于汽车顶盖两侧的侧翻边。此类中、大型旋转斜楔的气缸可以安装在其后方,也可以安装在其前部或底部,根据实际设计空间及模具用户需求安装气缸。此类旋转斜楔的旋转凸模圆弧面接触面大,强度和刚性好,且稳定性良好,模具设计时被广泛采用。
图6 中型旋转斜楔与组合状态
图7 大型旋转斜楔
上述中、大型旋转斜楔包含旋转凸模、安装座部件,需占据后方的空间。滑块式互动斜楔占据的是前方空间,使用旋转斜楔一般会使模具的外围尺寸变大。此外模具企业主要使用数控铣床加工平面类结构面和型面类3D曲面,较少使用大型车床和大型磨床设备,为了经济成本考虑,模具企业未配备大型车床和大型磨床,旋转斜楔的旋转凸模一般由外部企业加工,且需设计和铸造专用的配重块与旋转凸模组合成整体后再车削、磨削加工(见图6(b))。如果旋转凸模设计成变径锥面或圆弧面,加工需用到大型数控车床和专用的磨床,加工成本高,所以旋转凸模应避免变径设计。旋转斜楔加工流程与互动斜楔相比,加工相对复杂、周期更长。安装座的内圆需数控铣床用球刀加工和钳工抛光打磨,加工难度大;旋转凸模的外圆和安装座的内圆为圆弧面且要求高精度配合,钳工调试和后期维护也困难。设计中、大型侧翻边侧整形结构时,优先选用互动斜楔结构,但是对于较多情况没有足够的空间设计互动斜楔或其局部强度太弱时,导致无法设计互动斜楔或需增加工序和增加模具副数而增加制造成本,因此选用此类中、大型的旋转斜楔能在同1副模具中实现更多的冲压工作内容,达到降低制造成本的目的。
4.2 小型旋转斜楔
小型旋转斜楔零部件数量少,结构简单且刚性好,且能保留足够的工作型面而能保留更大的压料面,保证板件侧翻边侧整形表面质量更好,在小型侧翻边侧整形结构中广泛使用。小型旋转斜楔的加工制造方法与中、大型旋转斜楔基本相同,但其宽度较小,加工成本低、钳工调试和后期维护难度相对较低,因此设计时可优先选用。
4.2.1 气缸从后方驱动小型旋转斜楔
图8所示的小型旋转斜楔是应用于翼子板的“鸟嘴”部位侧翻边侧整形的实例,该小型旋转斜楔结构紧凑,宽度可设计较窄。该结构的上模滑块可选用标准悬吊斜楔,小型标准斜楔结构空间尺寸比自制斜楔更小,使结构更加紧凑,且设计更加标准化,缩短设计时间。该结构的气缸设置在后方,驱动块安装板后部无背托板支撑,滑块的驱动作用力分布在旋转凸模的外圆面上,导致旋转凸模及驱动块安装板有向后方被拉扯的趋势,对精度和稳定性有不利影响。侧翻边侧整形角度小于45°且后方有足够的空间时,可优选此结构。当侧翻边侧整形角度大于45°,如选用此结构,则需在安装座后方的上部设置背托板,用于接触并支撑驱动块安装板的后侧面,抵消滑块的驱动作用力,设置背托板时需注意所在的象限位置要合理,避免旋转过程中驱动块安装板干涉背托板。
图8 气缸从后方驱动小型旋转斜楔
4.2.2 气缸从侧面驱动小型旋转斜楔
气缸从侧面驱动的小型旋转斜楔如图9所示,相对于上述小型旋转斜楔,该小型斜楔的宽度更大,占用的侧面空间也大。该结构可设计背托板,使上模滑块作用于驱动导板的驱动力能落在背托板上,背托板提供反作用力抵消驱动力,防止驱动力只作用于旋转凸模的外圆面上,结构刚性和稳定性好,侧翻边侧整形角度大于45°时,该结构同样适用。
图9 气缸从侧面驱动小型旋转斜楔
5常用摆动斜楔结构
摆动斜楔结构与旋转斜楔结构相似,其旋转轴的分布区域、旋转凸模半径及旋转角度的设计方法,与旋转斜楔一致。摆动斜楔的旋转角度应尽量小,一般控制在5°~20°,以确保凸模盖板的强度及摆动旋转过程的稳定性。摆动斜楔的旋转轴是小型独立的轴,设置在旋转凸模的左、右侧,摆动斜楔的旋转轴位置一般要比旋转斜楔低,才能获得空间以安装旋转轴。一般在中、小型旋转斜楔能适用的场合,摆动斜楔也能适用,对于旋转凸模需变径设计的情况选用摆动斜楔更为常见。相对于旋转斜楔,摆动斜楔需占用更多的后方空间且结构相对复杂,设计时需注意避免增大模具外形尺寸导致制造成本增加。常用的摆动斜楔主要有插刀驱动底部滑车形式与气缸驱动底部滑车形式,相对于其他结构形式的摆动斜楔,这2种摆动斜楔加工制造简单,旋转凸模的底部受力支撑面更充足且分布均匀,因此具有较好的结构刚性和工作稳定性。这2种摆动斜楔在侧翻边侧整形时,工作力主要作用在底部、前部和后部各导板或垫块上,旋转轴不会受太大的力,旋转轴与轴座之间可设计一定间隙以降低加工和调整难度。旋转轴只在旋转凸模旋转过程中受力,受力较小,旋转轴可加工成直径小的轴。
摆动斜楔的各加工面基本是平面类结构面,加工简单;在调试过程中平面类安装面可采用垫片调整,钳工研合调试也简单。旋转凸模与凸模盖板搭接面为曲面,可设置拉深面或圆弧面,凸模盖板强度足够时优选设置成拉深面的形式。摆动斜楔搭接面划分如图10所示,过旋转轴画圆心O,旋转凸模与凸模盖板搭接面可按圆心O的切线JM,或按圆弧线ON,按切线JM则为拉深面方式,按圆弧线ON则为圆弧面方式。拉深面采用数控铣床用平刀摆轴加工即可实现,加工简单,调试也方便,但凸模盖板局部厚度相对薄;圆弧面需采用球刀加工,加工后需钳工打磨和研配,加工精度相对较差且调试困难,但凸模盖板局部厚度相对厚,强度更好。此外旋转凸模无需使用大型车床加工,因此旋转凸模的半径可超过250 mm。
图10 摆动斜楔搭接面划分
5.1 插刀驱动底部滑车形式的摆动斜楔
插刀驱动底部滑车形式的摆动斜楔如图11所示,该摆动斜楔的驱动过程:首先是插刀跟随上模下行,插刀斜面推动滑车向前运动,滑车斜面推动旋转凸模绕旋转轴旋转到位。上模的压料板开始压料,上模滑块的刀块开始侧翻边侧整形工作。回退过程:上模滑块的刀块脱离板件及旋转凸模;上模带动插刀上行,回程弹簧推动滑车回退到位后,气缸活塞杆收缩并带动旋转凸模绕旋转轴旋转回退到位。该摆动斜楔生产稳定性和安全性较好,驱动动作过程不会因为气缸失效导致旋转凸模未旋转到位,造成上模滑块碰撞旋转凸模而损坏模具,该摆动斜楔的旋转凸模可用气缸回程,也可用弹簧回程,根据实际设计选用。
图11 插刀驱动底部滑车形式的摆动斜楔
1.旋转凸模 2.插刀 3.滑车 4.旋转轴 5.板件
插刀驱动底部滑车形式的摆动斜楔可应用于翼子板与侧围门框的搭接部位侧整形,翼子板此部位型面有较大落差,且型面局部较窄,因此将旋转凸模与凸模盖板的搭接面设计成变径圆弧面。
5.2 气缸驱动底部滑车形式的摆动斜楔
气缸驱动底部滑车形式的摆动斜楔如图12所示,该摆动斜楔驱动过程:底部的气缸活塞杆推动滑车向前移动,滑车斜面推动旋转凸模绕旋转轴旋转到位。回程过程:气缸活塞杆带动滑车向后移动,滑车斜面逐渐脱离旋转凸模,气缸的连接块接触旋转凸模底部的回程块并带动旋转凸模绕旋转轴旋转回退到位。该摆动斜楔可应用于翼子板与侧围门框的搭接部位侧整形。
图12 气缸驱动底部滑车形式的摆动斜楔
1.旋转凸模 2.滑车 3.摆动斜楔回程块 4.气缸 5.感应器
该摆动斜楔相对于上述摆动斜楔,结构更简单,且前方位置无需设置额外的气缸,占用前部的空间减小,整体尺寸相对更小。缺陷是需2个或多个气缸驱动底部滑车时,气缸同步性差。驱动底部滑车需较大的驱动力,气缸选型时需注意气缸力的核算,避免生产过程中折断气缸风险。气缸失效时,存在上模滑块干涉导致损坏模具的风险,因此需安装感应器,确保旋转凸模旋转到位后,上模滑块才能下行,确保斜楔机构运动过程的安全性。
▍原文作者:马文斌
▍作者单位:柳州福臻车体实业有限公司